二次精沖�����,模具遇到問題的人�����,還挺多。
前兩天毛先生����,二次精沖4mm厚A3鐵料,DC53做的精沖模具��,沖不了多少產(chǎn)品就粘料了�����,要把產(chǎn)品拿去拋光�����,增加了成本�,產(chǎn)品還做不好。
今早劉先生來咨詢����,看過我的精沖模具用料視頻后�,感覺自己也用錯材料了�����。
他也是二次精沖6mm厚的304不銹鋼��,粗沖留單邊余量50絲��,現(xiàn)在用DC53���,不耐磨�����,凹模刀口打不了多少產(chǎn)品就拉傷了����,沖頭也粘料了����,產(chǎn)品就起拉絲了,達不到精沖的效果�。
改用四抄8566,也是沖不了多少產(chǎn)品就拉傷���,模具是慢走絲線割的��,也打光了的��,加工成本很高���,今天看到我的視頻說推薦PM23��,對嗎����?
是的���,二次精沖光亮帶,沖壓余量不大�����,但對光亮帶要求卻非常高��,沖壓間隙小�,對模具鋼的不粘料性能,耐磨性要求非常高�����,這種工況,我是推PM23粉末高速鋼的��。
PM23經(jīng)過粉末冶煉之后�,消除了偏析,沒有細微裂紋��,因此����,精沖時不會粘料,沖切的光亮帶有保障��,加上PM23的合金總量高����,熱處理硬度高達64-66HRC,耐磨性非常好��,PM23不粘料��,又耐磨的特性��,用于二次精沖光亮帶,效果是非常好的���。
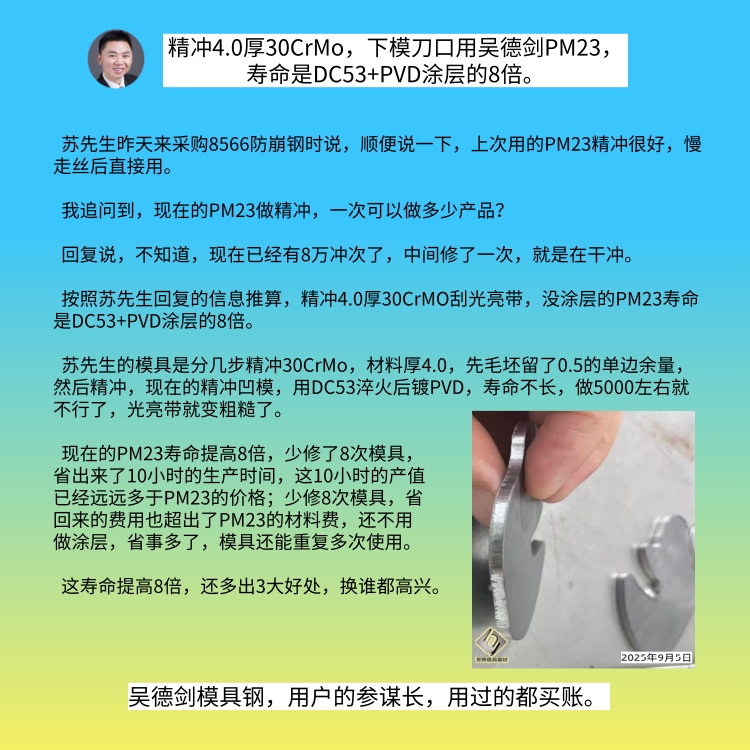
蘇先生的模具是分幾步精沖30CrMo�,材料厚4.0����,先毛坯留了0.5的單邊余量,然后精沖����,現(xiàn)在的精沖凹模,用DC53淬火后鍍PVD�,壽命不長,做5000左右就不行了����,光亮帶就變粗糙了�。
但用PM23粉末高速鋼,一次可以沖4萬產(chǎn)品�����,模具壽命提高了8倍��,這8倍的壽命增加,怎么算你都劃算���。
#模具鋼大王吳德劍



